云南雕阳商贸有限公司免费为您提供云南激光切割,昆明不锈钢加工,云南预埋件加工等一些相关信息的展示发布,请您关注本站!


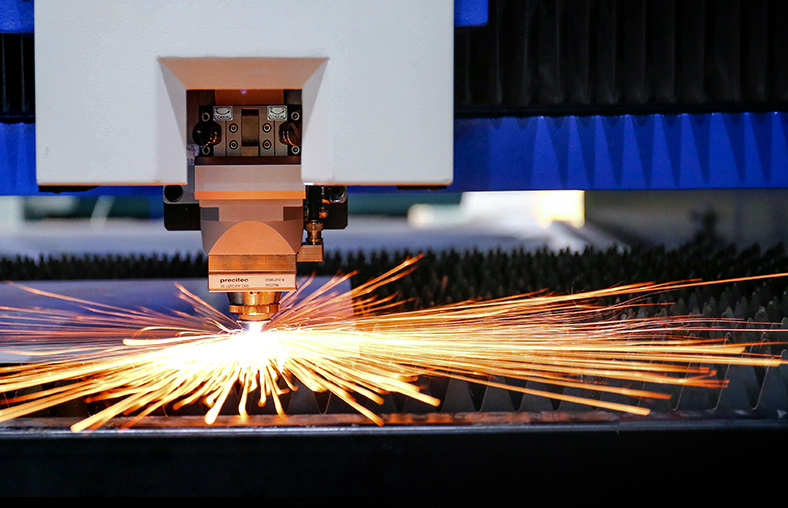
在昆明激光切割机切割过程中,接近1~1.5倍板厚的孔,本身就不太容易进行高质量的加工,尤其是圆孔。激光加工要穿孔,引线,再转切割,中间参数需要交换,会产生瞬间的交换时间差。这样就会产生加工的工件上圆孔不圆的现象。为此,我们调整了穿孔,引线转切割的时间,并调整穿孔的方式,使其和切割的方式一致,这样就不会有明显的参数转化过程。
昆明激光切割拐角直线度问题
在昆明激光激光切割加工中,不属于常规调整范围内的几个参数(加速因子、加速度、减速因子、减速度、转角停留时间)在薄板工件加工中,却是关键的参数。因为在形状复杂的薄板工件加工过程中,会有频繁的转角。每到转角时,须减速;而过了转角,则又加速。这几个参数决定了激光束在某处的停顿时间:
⑴加速值过大,减速值过小,则会出现激光束在转角处,未能很好的穿透板材,造成穿不透的现象(引起工件报废率的上升)。
⑵加速值过小,减速值过大,则会出现激光束在转角处已经穿透板材,但加速值过小,所以激光束在加减速交换的点上停留时间过长,已经穿透的板材被持续的激光束不断的熔化、气化,就会造成拐角处直线不直的现象(这里就不再考虑影响切割质量的常规因素中的激光功率和气体压力及工件固定等因素了)。
⑶加工薄板工件时,在不影响切割质量的前提下,切割功率尽量减小,这样工件的表面就不会有明显的激光切割灼烧的色差。
⑷切割气体压力尽量减小,这样能够很大地减小板材在较强的气压下,产生的局部微观的抖动。
通过上述分析,我们需要设定怎么样的一个数值才算是合适的加速减速值?加速值与减速值之间有没有一定的比例关系可供遵循?
为此,技术人员不断的调整加速值和减速值,切割出来的每一件上做好标记,并把调整参数记录在案。经过反复对比样件,仔细研究参数的变化,终于发现:切割0.5~1.5mm范围内的不锈钢时,切割参数中加速值0.7~1.4g之间,减速值在0.3~0.6g之间合适,而加速值=减速值×2左右为佳。掌握好这一规律以后,在之后的操作过程中基本就可以事半功倍。
Copyright©www.yndyjg.com ( 点击复制 )云南雕阳商贸有限公司
云南激光切割怎么样?昆明不锈钢加工哪家便宜?云南预埋件加工哪家好?云南雕阳商贸有限公司主要提供云南激光切割,昆明不锈钢加工,云南预埋件加工
Powered by  技术支持
技术支持 
备案号:滇ICP备2020008940号
孙悟空热门城市推广:
网站部分图片来源于网络,如有侵权,请联系删除。